Jiangsu Baodie Automation Equipment Co., Ltd.





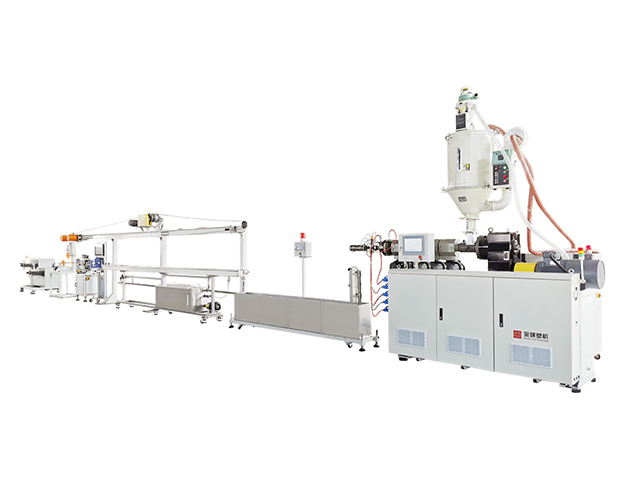
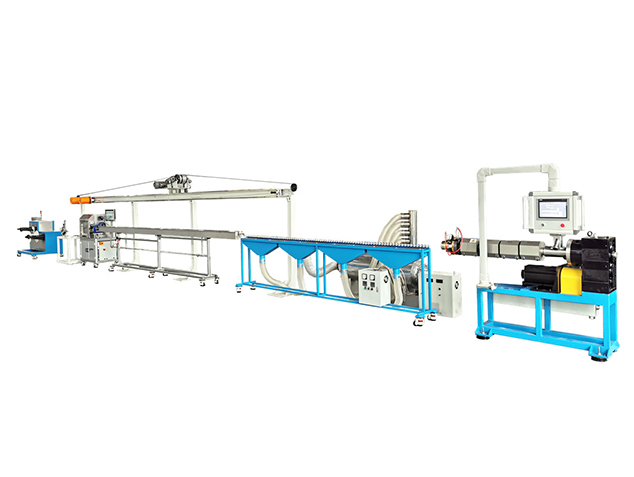
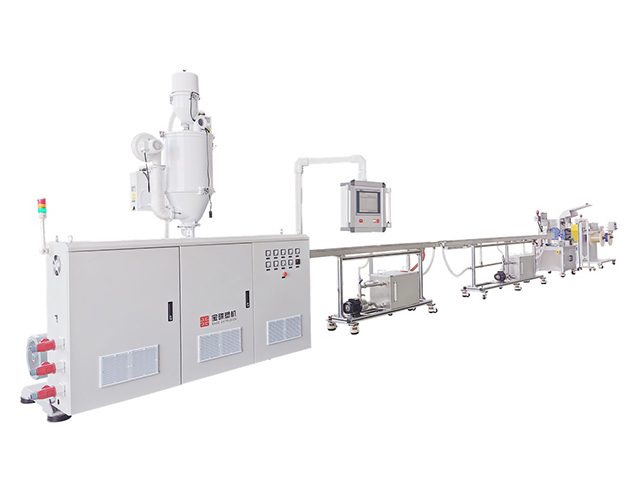
3 ד פּרינטער פאָדעם יקסטרוזשאַן ליניע (ווערטיקאַל קאַלאַבריישאַן)
-
פּראָדוקציע גיכקייַט:
DN1.75mm 120-150m/min, DN3.0mm 45-55m/min.
-
קאָנטראָל אַקיעראַסי:
Φ3.0 מם צו 2.9 מם, 1.70 צו 1.80 מם. (מאַקס 0.04 מם, דורכשניטלעך +/- 0.03 מם, קפּק ≥ 1.6)
פּראָדוקט אינפֿאָרמאַציע
די פאָרעם פון אַ 3 ד דרוקער פּלאַסטיק פאָדעם זענען האַרט קייַלעכיק דראָט דערווייַל, די הויפּט רוי מאַטעריאַל האט פּלאַ, פּוואַ, היפּס, אַבס, פּיסי, פּאַ, טפּו עטק, פּראָדוקטן קייט פון 1.75 מם צו 3.0 מם דיאַמעטער. BAOD EXTRUSION צוגעשטעלט דער ערשטער גאַנג פון 3D פּרינטער פאָדעם יקסטרוזשאַן מאַשין צו קונה אין 2009. נאָך אַ לאַנג צייַט פון טעסטינג און וועראַפאַקיישאַן, מיר געפונען אַז פֿאַר הויך צעשמעלצן לויפן קורס פּאָלימער מאַטעריאַלס (אַזאַ ווי טפּו, פּאַ, פּיסי, אאז"ו ו) דורך ווערטיקאַל. קאָאָלינג קאַלאַבריישאַן פּראָצעס, די פאָרמינג גרייס (ספּעציעל די יליפּטאַסיטי) פון פאָדעם איז באטייטיק ימפּרוווד. די אַדאַפּטאַבילאַטי פון די 3 ד דרוקער פאָדעם יקסטרוזשאַן פּראָצעס צו מאַטעריאַלס איז נאָך יקספּאַנדיד.



אונדזערמייַלע

פֿעיִקייטן פון מאַשין ליניע
1. גאַנץ סערוואָ דרייווינג איז יקוויפּט אויף גאַנץ מאַשין שורה, פירן צו הויך סטאַביל פליסנדיק פֿאַר יעדער פּאַרץ אויף יקסטרוזשאַן שורה, אַזאַ ווי צעשמעלצן יקסטרודינג, צעשמעלצן מיטערינג, פּולינג, אאז"ו ו;
2. יקוויפּט מיט מיטערינג פּאָמפּע סיסטעם, טאָפּל ענשור די פּינטלעכקייַט פון די צעשמעלצן לויפן, דערווייַל פאַרגרעסערן די שטאַרבן קאָפּ דרוק צו ויסמייַדן פּוסט ין פון דראָט;
3. יקוויפּט מיט אָנליין דיאַמעטער לאַזער מאָס און אָטאַמאַטיק דיאַמעטער באַמערקונגען קאָנטראָל פֿונקציע, קאָנטראָלירן די ויסמעסטונג טאָלעראַנץ צו אַ מינימום ווערט, כאַפּן די מדרגה פון די גאנצע שורה אָטאַמיישאַן;
4. וויינדינג און טראַווערסינג דורך סערוואָ פאָר & פּלק פּראָגראַם קאָנטראָל צו פאַרשטיין אָנליין גענוי און אָרדערלי (ציכטיק) וויינדינג, וויינדינג בנימצא פֿאַר ביידע גרויס און קליין שפּולקע.